Aquatic feed manufacturing, part 3
Mixing aquatic feeds

The mixing process is the heart of feed mills, where all the ingredients of a formula designed to meet the nutritional requirements of the target animal are put together. Its objective is to produce a homogeneous blend, where any sample should be identical in nutrient profile to any other sample. Consider feeding a 1-gram shrimp. For this size and stage of development, the small shrimp will consume approximately 12 percent of its body weight (only about 0.12 grams of feed) each day. In such small portions, every mouthful of feed must contain all the nutrients for which the specific diet has been formulated. If the ingredients are not mixed properly, reduced growth rates, high mortality, and high feed-conversion ratios could result.
Mixing factors
Several factors can have an adverse effect on the mixing of aquatic ingredients. These include the physical properties of the ingredients, type of mixer, sequence of ingredient addition, fill levels, and condition of equipment. Incorrect mixer speeds, operational parameters, and conveying can also effect the final feed product.
Ingredient particle size
One of the most important physical properties that affect mixing quality is ingredient particle size. Very small and very large particles do no mix well, because small, dense particles tend to segregate to the bottom of the mixer, while large, less dense particles stay on top.
If a mineral were mixed with ground corn, for example, the smaller, heavier mineral particles tend to fall through the larger particles of corn. Because of the this situation, many specialized aquatic feed manufacturers prefer to grind all major ingredients together to a more uniform particle size prior to blending.
Equipment selection
The proper selection of grinders or pulverizers can produce the desired particle size, which for shrimp feeds ranges 170 to 250 mm. Uniform particle size promotes the production of a homogeneous mix that can increase shrimp performance and improve the pelleting process, resulting in a feed with high water stability.
Hygroscopicity
Hygroscopicity, the tendency of some ingredients to attract water, can also affect the mixing process. These ingredients can form lumps that stick to other ingredients, particularly trace elements such as vitamins or mineral premixes. When this occurs, dispersion of the premixes in the mix becomes a very difficult task.
Vitamins and some drugs can also become electrostatically charged. When this occurs, these microingredients adhere to the metal of the mixer, conveyors, bins, and hoppers rather than the rest of the feed. The resulting mix will not meet the correct nutrient requirements or dosage level of drugs, and can also become a source of cross-contamination between mixing batches. To reduce the risk of electrostatic charges, equipment must be properly grounded.
Sequence of ingredients
The order in which ingredients are added to the mixer can affect the mixing efficiency. The specific sequence depends on the formulation, type of ingredients, and the activation of natural or synthetic binders. Of particular importance is when to add binders to the mix.
In most cases, binding agents need to be activated by water, and later in the process (during pelleting) by temperature. However, if the binder is coated in the mixer with a hydrophobic liquid such as fish oil or lecithin, it will not absorb water readily to start the activation of the binding agents. Without proper starch gelatinization, or bonding between particles, the water stability of the pelleted feed can be reduced.
Dry Ingredients
Major aquaculture feed ingredients are added to the mixer in order of size. Larger ingredients like fishmeal, soybean meal, and cereal flours go in first, to allow some mixing prior to adding the smaller ingredients (trace elements, vitamin premixes, etc.). Once all the dry ingredients are added, a dry mixing period should be allowed prior to the addition of the liquid ingredients.
Liquid ingredients
The liquid ingredients must be sprayed onto the mash feed as uniformly as possible to prevent clump formation. The first liquid to be added should be water, because it must be absorbed into the particles to improve binding capacity when subjected to higher temperatures in the pelleting or extrusion process.
After water is added, other aqueous ingredients follow, with lipids last to prevent coating the particles and inhibiting the hydration of the starch and other binding agents that may be present in the formula. After all liquids ingredients are added, time must be allowed for further, wet mixing.
Types of mixers
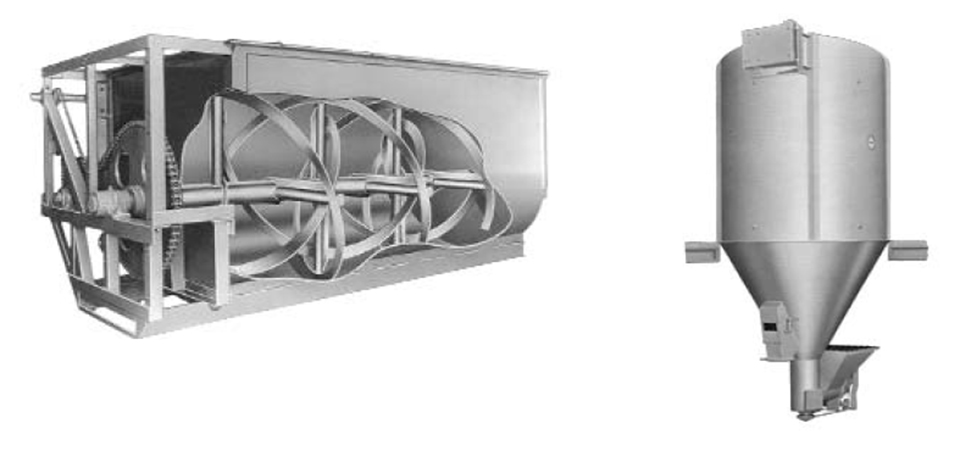
Two major types of mixers are used in commercial aquaculture feed manufacturing today. These are vertical and horizontal mixers (Fig. 1).
Vertical mixers
Vertical mixers, which consist of a holding bin with one or two vertical screws in the center, are most commonly used in small farm operations. Because of their design, vertical mixers require long mixing times (15 to 20 minutes) to achieve a complete mix, and therefore allow a maximum of four batches an hour. The maximum amount of liquids that can be added to these mixers is 3 percent. This type of mixer can be difficult to clean, which sometimes results in molding and cross-contamination from batch to batch.
Horizontal mixers
Horizontal mixers are the most common type of batch mixers used in the feed industry today. They can be equipped with ribbons, ribbons and paddles, or only paddles. The use of paddles in these mixers allows for inclusion of liquid ingredients up to 10 percent.
Horizontal mixers generally have a shorter mixing time than vertical models, which depending on mixer setup, can be as low as one minute for the dry mix. These mixers are frequently equipped with multiple discharge bottoms that open along the entire length of the mixer. If a drop-bottom discharge is used, a surge bin under the mixer helps to further reduce the batching cycle.
Filling horizontal mixers above the manufacturers’ recommended fill levels can inhibit the mixing action. As a rule of thumb for most horizontal mixers, the ribbons, paddles, or their combinations should emerge 5 to 7 cm above the surface of the mix. Also important is the speed at which the ribbons or paddles turn. A rotation of 30 to 40 rpm should be used for most ribbon and paddle horizontal mixers. At low speeds, the lateral movement of the mash feed may not be enough to blend all the ingredients.
Mixing uniformity
Whatever type of mixer used, it is important to do a mixer uniformity test at least every six months to ensure that a homogeneous blend is produced for a specific mixing time. A poor result usually indicates there is a mechanical problem (worn-out ribbons or paddles, faulty gates) or poor sanitation (ingredient build-up on paddles, walls, etc.). The mixer test is a simple procedure that should be incorporated in all quality-assurance programs.
Conclusion
The mixing or blending of ingredients is the heart of the feed-manufacturing process. A formula can have the best quality ingredients to meet the nutritional requirements of the target animal, but for a formula to become reality, all the ingredients must be mixed properly into a homogeneous blend. Mixer uniformity tests should be performed at least every six months to ensure adequate mixing time and uniformity.
(Editor’s Note: This article was originally published in the August 2001 print edition of the Global Aquaculture Advocate.)
Now that you've finished reading the article ...
… we hope you’ll consider supporting our mission to document the evolution of the global aquaculture industry and share our vast network of contributors’ expansive knowledge every week.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year. GSA individual and corporate members receive complimentary access to a series of GOAL virtual events beginning in April. Join now.
Not a GSA member? Join us.
Author
-

Feed Technology, Inc.
Frisco, Texas, USA
Related Posts

Aquafeeds
Aquatic feed manufacturing, part 1
High-quality aquatic feed manufacturing depends on accurate definition of nutrition requirements, selection of quality ingredients and proper methods.

Aquafeeds
Aquatic feed manufacturing, part 2
The first processing step in the production of shrimp feeds is the grinding of ingredients for a formula, either individually or as a group.

Aquafeeds
Microwave drying expanding to aquafeed production
Quick heating can reduce degradation of flavor and nutrient content in aquafeeds. Microwave dryers dry a range of products uniformly.

Aquafeeds
Proper grinding of aquaculture feed ingredients
In grinding aquaculture feed to proper particle sizes, parameters of consideration include particle size distribution and pellet density.