Mini-boutique systems designed for low-cost production efficiency
System designed for start-ups, small producers and nonprofits

For some aquaculture species, “boutique” recirculating aquaculture systems with annual production of 20 to 45 metric tons (MT) can provide a sustainable alternative to industrial-scale facilities and their corresponding high capital costs. Boutique systems minimize up-front financial investment and risk for investors, but are large enough to provide training for management and staff as well as product for market studies.
However, even a boutique system is too large for some start-ups, small producers and nonprofit groups. So, the “mini-boutique” system concept was developed to provide an even lower-cost stepping stone into the world of commercial recirculating aquaculture.
Mini system
Mini-boutique system design is based on several key concepts. First, the stocking and harvest densities are very modest to maximize the probability of early success. Later, as management becomes more experienced and additional monitoring and backup systems are installed, the densities can be increased.
Doubling the annual production could be possible with the same basic growout system. This is possible because at the small production volumes involved, many of the off-the-shelf components are operated at the low ends of their design loading.
Second, multiple cohorts of fish are grown out in the same tank to save on capital and operational costs for the life-support equipment. Third, a single cohort is used for each of the fingerling tanks, which are then stocked into the growout system.
The grow-out system is designed to accept three cohorts of fish for harvest every four weeks rather than weekly to allow more flexibility in dealing with mixed growth rates and trying to obtain more uniform fish size at harvest. This requires additional sorting of fish at harvest in the mixed-cell raceways, but also allows for increased product management, oversight and overall system efficiency.
Fourth, using a mixed-cell raceway for final grow-out allows rapid and efficient grading of market-size fish and low installation costs compared to fiberglass tanks.
Three production pods
In a sample production scenario, goals are for a small-scale production facility located near consumer markets in an industrial park, a family farm operation or some other commercial setting. The yearly production goal is 8.2 MT with a harvest every four weeks of 630 kg of fish at a target size of 750 grams.
A bio-plan for raising tilapia would be based on a 40-week cycle incorporating a four-week fry stage, 12-week fingerling stage and 24-week grow-out stage. Approximately 1,200 tilapia fry of 0.5-gram weight are stocked into two fry tanks every four weeks and grown to 4.3 grams. After four weeks, extensive culling of the fry provides more uniform growth and sizing.
The fingerling production system consists of three round fiberglass tanks that share a common life-support system (LSS). The fingerlings are grown out for 12 weeks to 70 grams. Each fingerling tank holds a single cohort and is drain harvested every 12 weeks for stocking into one of the two mixed-cell raceway systems, which share a common LSS.
Final grow-out to 750 grams takes place in the raceways over 24 weeks. Each raceway holds three cohorts of fish stocked every eight weeks. One raceway is graded and harvested every four weeks. One of the primary advantages of mixed-cell raceways is the ease with which a grader bar can be moved slowly through them with minimal disturbance of the fish. The tilapia are then moved into a purging tank and held before shipment to market or sold to the public.
Engineering design
Table 1 shows the basic assumptions used for the engineering design. Once the stocking density, maximum biomass and feed rates are known, the design process is straightforward, although many engineering design solutions would be viable. Designating maximum stocking densities is a function of the comfort level of the operators and management. The design harvest densities for all three stages (12, 30 and 40 kg per cubic meter) are very low, as densities from 30 to 50 kg per cubic meter usually only require aeration. There may be a limited demand for oxygen supplementation with oxygen diffusers in the tank near the end of the production cycle.
Ebeling, Mini-boutique system, Table 1
Table 1. Mini-boutique system design summary.At these densities, there is a high probability of successful growout with good management and seedstock. With success comes the opportunity to increase densities with the added requirements of additional monitoring and more reliance on pure oxygen. The design process determines the most efficient and economical solutions to the following unit processes: tanks, circulation, solids capture, biofiltration, aeration/degassing and temperature control. In addition, as the densities increase, a larger percentage of the capital cost must go toward more sophisticated monitoring and backup systems.
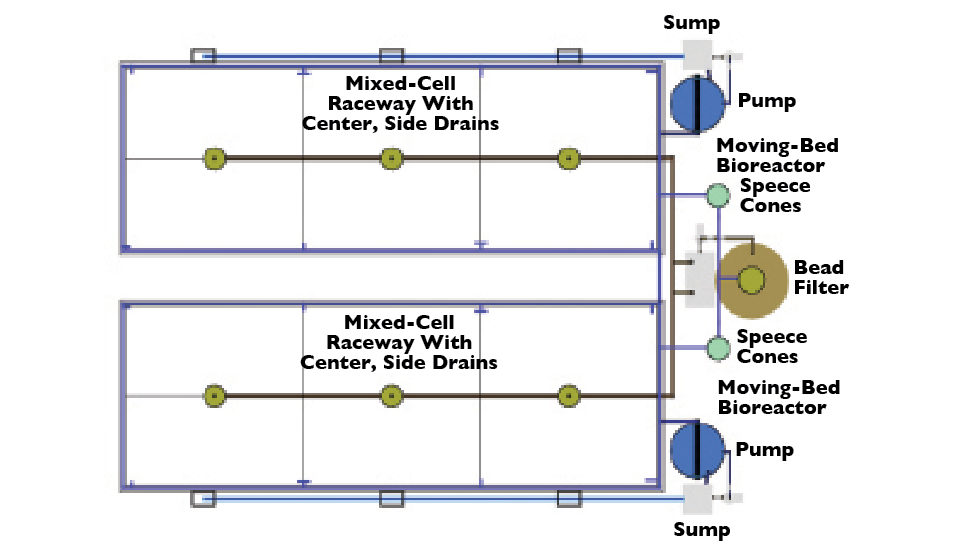
As an example of this process, consider the final grow-out stage in two mixed-cell raceways. One of the advantages of multiple cohorts on a single LSS is that the total biomass and feed are averaged out over the different stages of growth.
Thus, the solids capture and biofiltration unit process a very constant load, which helps to maximize their efficiency and minimize their size requirements and capital costs. In addition, using a dual-drain system, a low-flow and high-solids stream from the center drains is pumped to the propeller-washed bead filter, and a substantially cleaner side-wall discharge flow stream is sent directly to the moving-bed bioreactors. A bioreactor also provides reaeration and significant carbon dioxide stripping, further increasing reliability and robustness.
Economics
Costs for the equipment for the two growout raceways are summarized in Table 2 with an estimate of the relative cost of each unit operation. For these small-scale systems, the highest percentage of cost usually goes to solids capture, which the authors consider the most important system process.
Ebeling, Estimated major equipment costs for a growout system, Table 2
Table 2. Estimated major equipment costs for a growout system with two mixed-cell raceways.Even though many people think the production tanks reflect the highest-cost items, they cost less than 20 percent of the total cost for all three stages. The biofiltration system is one of the lowest-cost items, at less than 10 percent. Table 3 summarizes the costs for the three production stages and the monitoring system, which includes an automated oxygen injection system in case of electrical power failure. The costs for the fry, fingerling and growout stages are about 10, 20 and 60 percent of the overall total. Costs for a building structure and site work are not included.
Ebeling, Estimated major equipment costs, Table 3
Table 3. Estimated major equipment costs for each production unit.(Editor’s Note: This article was originally published in the November/December 2010 print edition of the Global Aquaculture Advocate.)
Now that you've finished reading the article ...
… we hope you’ll consider supporting our mission to document the evolution of the global aquaculture industry and share our vast network of contributors’ expansive knowledge every week.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year. GSA individual and corporate members receive complimentary access to a series of GOAL virtual events beginning in April. Join now.
Not a GSA member? Join us.
Authors
-

Research Engineer
Aquaculture Systems Technologies, LLC
108 Industrial Avenue
New Orleans, Louisiana 70121 USA -
Professor
Department of Biological and Environmental Engineering
Cornell University
Ithaca, New York, USA
Related Posts

Aquafeeds
A look at protease enzymes in crustacean nutrition
Food digestion involves digestive enzymes to break down polymeric macromolecules and facilitate nutrient absorption. Enzyme supplementation in aquafeeds is a major alternative to improve feed quality and nutrient digestibility, gut health, compensate digestive enzymes when needed, and may also improve immune responses.

Health & Welfare
A look at tilapia aquaculture in Ghana
Aquaculture in Ghana has overcome its historic fits and starts and is helping to narrow the gap between domestic seafood production and consumption. Production is based on Nile tilapia.

Aquafeeds
A new nutrient for aquaculture, from microbes that consume carbon waste
Biotechnology firm NovoNutrients aims to produce a line of nutraceutical aquafeed additives as well as a bulk feed ingredient that can supplement fishmeal. Its process includes feeding carbon dioxide from industrial gas to a “microbial consortium” starring hydrogen-oxidizing bacteria.

Innovation & Investment
A review of unit processes in RAS systems
Since un-ionized ammonia-nitrogen and nitrite-nitrogen are toxic to most finfish, controlling their concentrations in culture tanks is a primary objective in the design of recirculating aquaculture systems.