Pelleting process, Part 1
Pellet cooling and drying
As feed pellets exit the die or post-pellet conditioner, they are still hot (90 degrees C) and humid (14-16 percent moisture). Before they can be further proc-essed, temperature must be reduced and moisture removed – using dryers, coolers, or a combination of both – to ensure pellet quality and shelf life. The three basic types of dryers and coolers used in aquaculture feed production are the vertical (Fig. 1), horizontal (Fig. 2), and counterflow (Fig. 3).
Drying/cooling process
In dryers, hot air is passed through the pellets to heat up pellet moisture. Once the water is heated to 90 degrees-C, it changes to vapor, allowing the moisture to evaporate. When dryers are used, it is common to also have coolers to reduce the product temperature to safe levels.
Inside coolers, feed pellets are exposed to ambient air. As the air contacts the pellets, it is heated, which increases its capacity to hold moisture. The moisture trapped in the pellets moves to the hot air in a process known as evaporative cooling.
As pellets lose moisture from their surface, additional moisture in the pellet cores moves outward to be picked up by the cooling air. This process continues until the target moisture and temperature have been achieved.
Processing efficiency
Pellet diameter affects the efficiency of coolers and dryers. Larger pellets require more time to be dried and cooled. Also, airflow must be evenly distributed through the bed of pellets to ensure uniform drying and cooling. When the bed is not uniform in depth, air tends to move more quickly through the shallower regions, causing uneven cooling and drying.
Vertical dryers, coolers

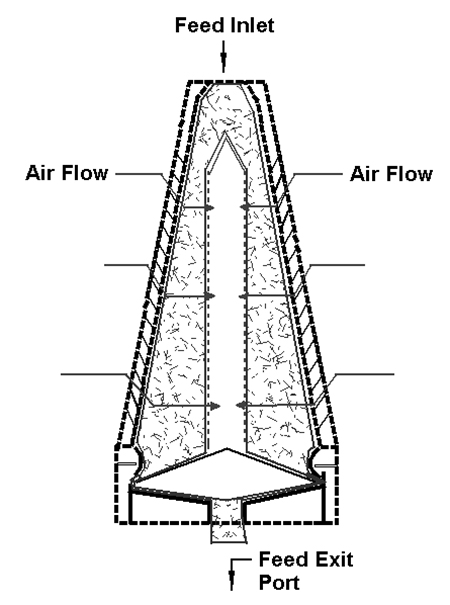
Vertical dryers and coolers are simple in design and considered low-maintenance units because they have few moving parts. They are basically a tower divided into two compartments with a plenum chamber in the middle that separates the two columns of product (Fig. 1).
Pellets are fed from the top and exposed to high-speed air by a fan connected to the plenum. Pellets discharge at the bottom of the tower, where they fall into a conveyor.
Vertical coolers do not require much space, but compaction can occur with soft, moist feeds. Another disadvantage – also present in counterflow coolers and dryers – is that as pellets move in the direction of the flow, they rub against each other, which can generate a significant amount of fines. Excess fines must be screened out and reprocessed, which results in additional work and reduced efficiency for the plant.
Horizontal dryers, coolers
Horizontal dryers and coolers are recommended for soft, moist products (e.g., many shrimp feeds), where compaction must be avoided and space is not limited. With this design, a moving apron carries the product to the exit, which causes less friction between pellets and reduces fines.
Depending on space availability, these units can be built as single-, double-, or triple-pass sytems. The single pass has only one moving apron that discharges at the end opposite the intake. Double-pass units are shorter, with two aprons located on top of each other. Pellets fall from the top apron to the bottom one, and the discharge can be underneath the inlet. Two- and three-pass units are more cost-effective than single-pass units per unit area, because they require less space.
Hot or cooling air is introduced at the bottom and flows upward through the product bed. Once through the product bed, air is drawn through a hood and to the fan. Much of the air can be recirculated and mixed with new air to reduce energy costs. To ensure proper bed depth, pellets should be evenly distributed at the intake by using a vibratory bed and automatic bed-leveling devices.
Horizontal dryers and coolers require more space than vertical units, and more maintenance due to their greater number of moving parts. If not properly designed, their energy costs are also higher, because they require more air volume per unit area than vertical or counterflow units.
Counterflow dryers, coolers
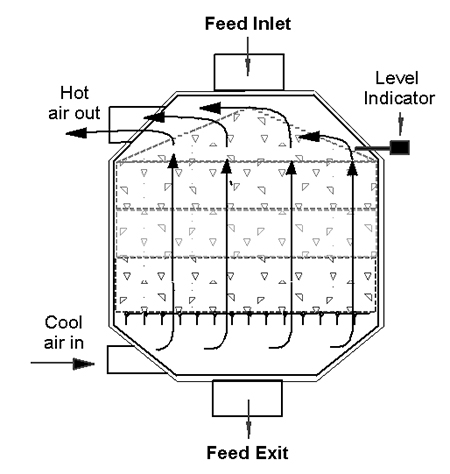
Counterflow dryers and coolers are also very simple units that require little space and maintenance. Somewhat similar to vertical coolers, they are fed from the top via an airlock. They require a properly designed spreader to distribute incoming pellets evenly.
Discharge is done automatically when the unit fills to the level indicator, which actuates the discharge slide into the open position for a few seconds. In contrast to vertical coolers, which draw air from the sides, this type draws air through the bottom, thus the term “counterflow” or opposite the flow of the pellets. Its major advantage is that it uses less air than the horizontal unit, reducing energy costs.
Selection and operation
Select equipment that best fits the product and plant layout from vendors that specialize in drying and cooling, rather than buying complete “packages” from one supplier. Equipment should allow good access for cleaning and maintenance, with optimum airflow distribution to reduce uneven drying and cooling. Design and operation should minimize damage to the product and generation of fines in the drying/cooling process. Size equipment according to pellet diameter and throughput, and consider future growth.
Shrimp feeds are generally dried and cooled using horizontal or vertical units. If ambient air is too saturated, both types should be used. Shrimp feeds are cooled to 3 to 4 degrees-C above ambient temperature and maximum moisture of 10 percent. If using a horizontal dryer/cooler with two passes, avoid exposing the pellets to extreme temperatures in the first pass, because this can result in cracks, fines, and poor water stability.
After exiting the die or post-pellet conditioners, feed pellets are still hot and humid. To remove moisture and reduce temperature for further processing, dryers and coolers, or a combination of the two are used. Selection of this equipment depends on the amount of space available and type of product.
Leaving excess water in pellets can induce mold and the production of mycotoxins. The degradation of the feed by mold can also accelerate other unwanted reactions like lipid oxidation.
(Editor’s Note: This article was originally published in the October 2002 print edition of the Global Aquaculture Advocate.)
Now that you've finished reading the article ...
… we hope you’ll consider supporting our mission to document the evolution of the global aquaculture industry and share our vast network of contributors’ expansive knowledge every week.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year. GSA individual and corporate members receive complimentary access to a series of GOAL virtual events beginning in April. Join now.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Aquafeeds
A look at protease enzymes in crustacean nutrition
Food digestion involves digestive enzymes to break down polymeric macromolecules and facilitate nutrient absorption. Enzyme supplementation in aquafeeds is a major alternative to improve feed quality and nutrient digestibility, gut health, compensate digestive enzymes when needed, and may also improve immune responses.

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
Best practices for optimum shrimp feeds
Producing a consistent shrimp feed pellet requires that all ingredients are processed properly and monitored through proper in-line quality assurance.

Aquafeeds
Pelleting process, Part 2
In the crumbling process of pelleting, whole pellets are crushed to produce starter diets used to feed different stages of shrimp in their early development.