Regular testing maximizes feed equipment performance
Feed quality depends on numerous equipment-related factors
The goal of shrimp feed manufacturing is to produce a high-quality feed with specific nutritional and physical characteristics to satisfy the nutrient and feeding requirements of the targeted species. To meet these requirements, the manufacturing process must often be modified and optimized. The major operations that influence processing decisions include ingredient size reduction, mixing and pelleting or extrusion.
Particle size reduction
Particle size reduction is fundamental to the production of high-quality shrimp feeds, and its periodic evaluation is a necessary component of feed quality assurance. Hammer mills and pulverizers are the most commonly used size-reduction equipment. Hammer mills are normally used for coarser grinding, while pulverizers provide a finer grind. Adjustable grinding parameters in hammer mills include particle size, production rate, energy consumption, and hammer and screen wear rates.
Ingredient size
The size of ingredient particles plays a critical role in mixing performance as well as pelleting. Geometric mean diameter and geometric standard deviation are used to represent the average particle size and variation of ingredients retained on a sieve.
The equipment set required for particle size analysis includes a scale, shaker, sieves, sieve cleaners, and brushes. Analysis is performed by using a stack of sieves with the coarsest on top and the finest at the bottom. The weight of the material that remains on each sieve is recorded and entered into a spreadsheet program designed to calculate the geometric mean diameter and standard deviation.
The current particle size for shrimp feed is still governed by the industry standard that 90 to 95 percent of ingredients should pass through a 60-mesh or 250-μ screen.
Hammers and screens
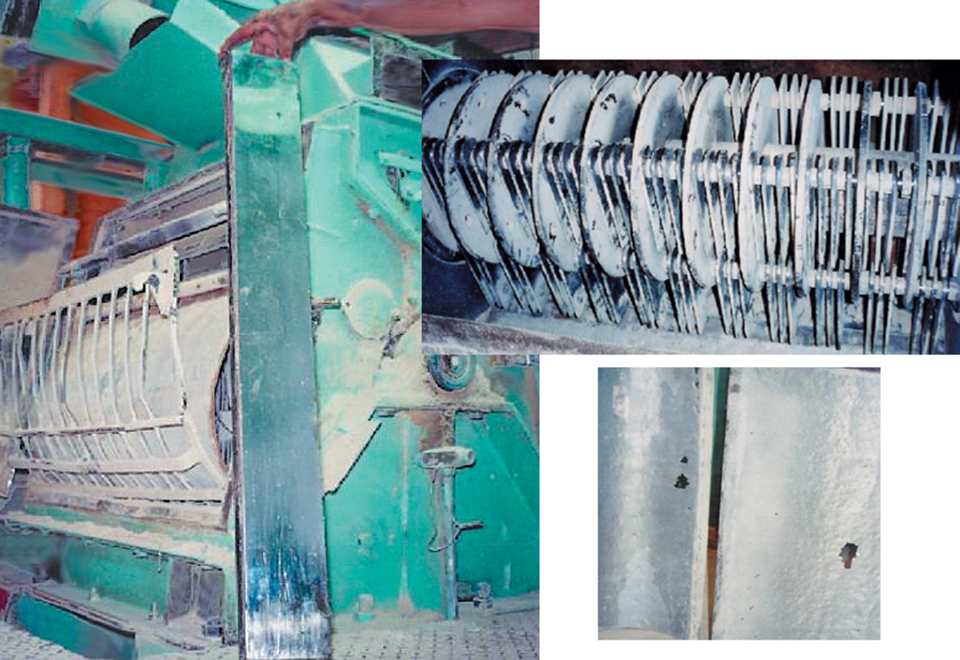
For efficient performance of hammer mills, periodic inspection of hammers and screens is recommended. A typical hammer mill with hammers, screens, and magnet is shown in Fig. 1. This hammer mill has 154 hammers with a 4 x 3 hammer pattern.
The hammers are square on both ends and need to be turned only when half the width is worn out. However, when both sides are worn, or when greater than normal clearance from hammer to screen occurs, the hammer needs to be replaced. The screens, on the other hand, have holes and dents that indicate metal found its way into the hammer mill. Regular inspection and cleaning of the magnet that should capture the metal is recommended.
Energy consumption
The energy required to grind shrimp feed ingredients from one size to another varies exponentially with particle size. As the desired size falls below 300 μ, the energy needed for grinding increases dramatically. It would cost about 3 kilowatt hour per ton to grind a mean particle size of 600 μ to 300 μ, and about 20 kilowatt hour per ton to grind the same ingredient to a size of 100 μ. The combination of a hammer mill (to produce a coarser grind) and pulverizer (to produce a finer grind) could help optimize the energy required for different particle sizes.
Mixing

Mixing is one of the most important operations in shrimp feed manufacturing. Consistent quality of shrimp feeds is determined by mixers’ ability to thoroughly mix ingredients, which cannot be produced without accurate mixing. The size, shape, density, hygroscopicity, electrostaticity, and adhesiveness of the ingredients all influence the mixing process. Mixers should be tested to confirm the optimum mix time for a given formulation.
Mixer inspection and cleaning
In some feed-manufacturing plants, strings and torn pieces of material from ingredient bags find their way into a premixer. The grate size at the top of this mixer’s loading hopper should be reduced to prevent pieces of material from falling into the mixing area. Regular inspection and cleaning are recommended.
Performance testing
Coefficient of variation (CV), which indicates mixer performance, should be determined for each mixture of ingredients. Before the start of any mixer test, mixer cleaning is mandatory.
Mixer performance could be evaluated by mixing a soybean meal with 5 percent salt. At the end of mixing, representative samples are typically collected at 10 sampling points inside the mixer and analyzed using Quantab chloride titrators. The mean and standard deviations of the resulting salt concentration data are calculated to determine the mixer’s CV. In general, a CV of less than 10 percent is a good mix.
Capacity
It is important to document mixer size, batch size, and shaft speed to determine mixing capacity and achieve better mixing uniformity. For example, a horizontal ribbon mixer could have a maximum capacity of two tons based on a mixing volume of 3.75 cubic meters and a shaft speed of 36 rpm. Running the mixer to about 90 percent capacity would produce a CV of 3 percent.
Pelleting or extrusion
Pelleting is the cheapest method of producing shrimp feeds. Although more expensive, extrusion permits greater flexibility and usually results in more stable pellets.
Pelleted shrimp feeds are often unstable in water, so binders are added to increase pellet integrity and ensure maximum retention of nutrients in the feed. In pelleting, pellets are produced through a mechanical process that compacts and forces a mixture of ingredients through a die opening.
Operating parameters include production rate, pellet moisture and temperature after the die, moisture of finished pellets after the cooler, temperature and moisture at the conditioner, energy consumption, and conditioning time. Adjustments of these parameters are used to fine tune and optimize the pelleting process.
Parameters for optimizing the extrusion process include production rate, moisture content, extrudate temperature, final moisture of finished product, feed mash moisture and temperature, degree of starch gelatinization and desired pellet density.
Preconditioner retention time
Retention time is that required for mash to pass through the preconditioning chamber, where steam is added as the material is conveyed into the pelleting chamber. Longer retention times, which allow steam to penetrate and condition the mixture, can be accomplished either by reducing the preconditioner speed or changing the configuration of the picks.
Preconditioner retention time is measured using chromic oxide as a marker and a stopwatch for recording time. The moisture content of mash in the preconditioning chamber should be at least 16 to 18 percent to produce pellets with good water stability.

Conclusion
The quality of shrimp feed is characterized by its pellet water stability, degree of starch gelatinization, durability index, density and texture. However, the degree and extent of feed quality depend on the types of ingredients and binders used, particle size reduction, mixing uniformity and the method of agglomeration used to manufacture the shrimp feeds.
(Editor’s Note: This article was originally published in the August 2002 print edition of the Global Aquaculture Advocate.)
Now that you've finished reading the article ...
… we hope you’ll consider supporting our mission to document the evolution of the global aquaculture industry and share our vast network of contributors’ expansive knowledge every week.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year. GSA individual and corporate members receive complimentary access to a series of GOAL virtual events beginning in April. Join now.
Not a GSA member? Join us.
Author
-

The Oceanic Institute
41-202 Kalanianaole Highway
Waimanalo, Hawaii 96795 USA
Related Posts

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
ASAIM addresses challenges to growth of marine fish farming in Southeast Asia
In its efforts to advance sustainable aquaculture practices and the use of soy-based feeds in Southeast Asia, the American Soybean Association International Marketing Program (USAIM) has identified several challenges.

Health & Welfare
Brunei project develops technology for large black tiger shrimp production, part 2
For a five-year project undertaken in Brunei Darussalam to develop advanced technology for production of large black tiger shrimp, a comprehensive disease diagnostic laboratory was developed to enable detection of known and emerging shrimp pathogens by molecular and histological methods.

Aquafeeds
Preconditioning shrimp feeds, Part 1
To obtain highly water stable pelleted feeds, the mash should be preconditioned for more than 90 seconds at temperatures higher than 90 degrees-C.