El pre-acondicionamiento es crucial en la fabricación de alimentos acuícolas
El mezclado y el tiempo de residencia son factores importantes para la hidro-estabilidad
El pre-acondicionamiento se utiliza comúnmente tanto en la fabricación de alimentos acuícolas peletizados o extruidos. En el proceso de pre-acondicionamiento, vapor a baja presión se añade al calor y aumenta la humedad de la mezcla de ingredientes. En el proceso de peletización, la humedad máxima que puede alcanzarse sin que el molino de pellets se obstruya es de un 17 por ciento. En contraste, en el proceso de extrusión, los niveles de humedad pueden ser tan altos como 20 por ciento y si se fuerza el proceso al extrusor, la humedad puede ser aún mayor.
El proceso de extrusión es más flexible en la cantidad de agua que puede manejar, haciendo más fácil elevar la humedad de la mezcla y el grado de cocción a los niveles deseados.
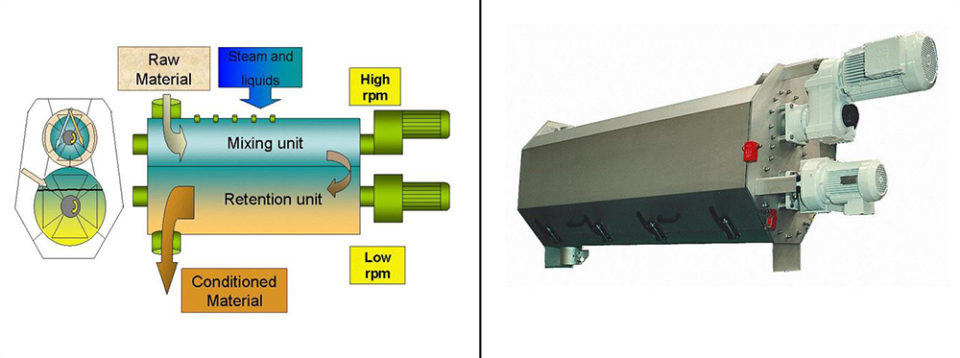
El proceso de pre-acondicionamiento
Para entender el proceso de pre-acondicionamiento, es importante entender el calor y la transferencia de masa entre sus componentes, una mezcla de vapor y harina de ingredientes. El medio en el pre-acondicionador es un sistema trifásico de gas (vapor), líquido (agua) y sólidos (mezcla de harinas). El vapor transfiere energía a las partículas a través de la condensación. Las partículas de harina están más frías y el vapor se condensa sobre ellas, formando una delgada capa de agua alrededor de las partículas. Por lo tanto, las partículas de harinas están rodeadas de vapor saturado caliente, causando un aumento en la temperatura (transferencia de calor) y la humedad.
La velocidad de transferencia de calor y absorción de humedad dependerá de dos factores. La primera es la resistencia de la película en la superficie de la partícula. Cuanto más contacto hay de sólido-a-fluido, menor será la resistencia de la película. En otras palabras, cuanto más se expone el material al vapor, más contacto tendrá lugar entre las partículas. Esto se puede lograr mezclando apropiadamente en el pre-acondicionador.
El segundo factor es cuan rápido el calor y la humedad entran al interior de las partículas (mezcla de ingredientes, o mash), y esto se rige por las segundas leyes de Fourier y Fick. La mezcla está compuesta de partículas que tienen diferentes resistencias internas para el calor y la humedad. Por lo tanto, conociendo los coeficientes de difusividad se pueden aplicar leyes físicas para estimar el tiempo correcto (tiempo de residencia) para calentar y humidificar las partículas homogéneamente. En general, cuanto más alta sea la difusividad del calor y del agua, más rápido el calor y la humedad fluirán adentro de las partículas.
Relevancia del almidón
La mayoría de los alimentos acuícolas tienen grandes cantidades de harina de trigo o subproductos de trigo, y uno de sus principales componentes es el almidón. A temperatura ambiente, el almidón tiene un coeficiente de difusividad térmica de 10-7 m2/s. En contraste, la difusividad del agua es 10-5 m2/s o 100 veces menos que la difusividad térmica. En palabras más simples, la transferencia de calor es más rápida que la interiorización de la humedad.

En la mayoría de los escenarios de pre-acondicionamiento, es posible calentar la mezcla hasta la temperatura objetivo, pero tardará más tiempo en aumentar también su humedad. Esta última es una de las razones por las que es importante tener un tiempo de residencia adecuado en el pre-acondicionador, para permitir que la humedad penetre suficientemente en las partículas. La humedad y la temperatura son elementos clave para producir alimentos acuícolas con alta hidro-estabilidad.
Otro aspecto importante en los alimentos acuícolas es la hidratación de otras partículas, en particular, la fracción proteica del trigo, el gluten. Se compone de dos fracciones de proteína y requiere hidratación y mezcla para formar la matriz de gluten. El gluten de trigo se considera un aglutinante natural, y en la mayoría de los casos el mejor aglutinante cuando la hidratación y la mezcla apropiadas se proporcionan durante el proceso de fabricación del alimento acuícola. En la mayoría de los acondicionadores de un solo paso, es básicamente imposible proporcionar una mezcla adecuada para exponer las partículas al vapor o para estimular la formación de la matriz de gluten.
Resistencia de película
La resistencia de la película alrededor de la partícula se puede medir utilizando el número sin dimensiones de Biot (Bi). Cuando la resistencia está en la película alrededor de la partícula, como es el caso con pre-acondicionadores con pobre mezclado, el número de Biot es muy pequeño (< 0,1). En acondicionadores con buena acción de mezcla, la resistencia principal es la difusión de agua a la partícula y el número de Biot es grande (> 10). Basado en este número, podemos clasificar la mayoría de los pre-acondicionadores disponibles para peletización en una categoría intermedia en eficiencia de mezclado, donde el número de Biot es aproximadamente 1. La película y la resistencia interna tienen un impacto directo en la velocidad de hidratación en la partícula.
Tamaño de partícula e hidratación
El tamaño de partícula del ingrediente tiene un impacto importante en la velocidad de hidratación en el pre-acondicionador. Las partículas más grandes (> 400 micras) requieren el doble de tiempo de hidratación que las partículas más pequeñas (< 200 micras). La fórmula siguiente, basada en su radio, se utiliza para calcular el tiempo requerido para hidratar las partículas del ingrediente:
Fo = Dt / (R/3)2 donde Fo es el número de Fourier, D es la difusividad del agua, t el tiempo de difusión y R el radio de la partícula.
Resolviendo para t muestra que, a medida que aumenta el radio de la partícula, se requiere un tiempo más largo para hidratarla. Por lo tanto, el tamaño de partícula no sólo necesita ser lo suficientemente pequeño para mejorar la digestibilidad del alimento, sino también para mejorar la tasa de hidratación que puede conducir a una mayor estabilidad al agua del producto final de alimento acuícola. Si las partículas tienen dimensiones más uniformes, la tasa de hidratación será similar en la mayoría de las partículas. Esta es otra buena razón para considerar la post-molienda para lograr un tamaño de partícula más uniforme, y por lo tanto mejores tasas de hidratación en el mezclador y pre-acondicionador.
Distribución del tiempo de residencia
La Distribución del Tiempo de Residencia (RTD) no debe confundirse con el Tiempo de Residencia (RT). Este último se puede determinar usando un marcador de color, a través del tiempo que tarda el marcador en mostrarse a la salida del pre-acondicionador. El RTD es el tiempo medio de permanencia del material en el pre-acondicionador, y tiene una curva característica en forma de campana. Cuanto más corta sea la distribución, más uniforme y más eficiente será el acondicionador en hidratar y calentar las partículas de manera más uniforme.
Hay muchos tipos de pre-acondicionadores con diferentes configuraciones del diseño de paletas, velocidad de eje, ángulo de paletas y capacidad volumétrica. Entender la RTD puede ayudar a entender cómo se puede mejorar el tiempo de hidratación en el pre-acondicionador. Hay dos tipos de mezclado en el pre-acondicionador. Uno es el mezclado axial, que contribuye a aumentar el contacto entre partícula y el vapor/fluido en la cámara de pre-acondicionamiento. El segundo es el mezclado radial, que también afecta el contacto de las partículas con el vapor y el líquido, pero depende más de las rpm del eje y de la configuración/geometría de las paletas.
Dependiendo de su diseño, los pre-acondicionadores pueden presentar un flujo de tapón (muy poco mezclado) y un flujo mixto (mezclado altamente axial). Estos flujos dependen de la geometría de las paletas, la velocidad del eje y el grado de llenado.
Proporción de llenado
La proporción de llenado representa el volumen ocupado por la mezcla en relación con el volumen total del pre-acondicionador. El volumen de la mezcla se mide cuando el pre-acondicionador está detenido. La mayoría de los pre-acondicionadores utilizados en la industria de peletizado hoy en día tienen una muy baja proporción de llenado (~ 30 por ciento). El tener una pequeña proporción de llenado significa que el pre-acondicionador tiene más espacios vacíos. Debido a que el vapor es un gas, tenderá a llenar los vacíos en el pre-acondicionador. Cuando esto sucede, se puede esperar que menos vapor esté en contacto con la mezcla para calentarla e hidratarla. Por lo tanto, el aumento de la proporción de llenado mejora no sólo el tiempo de residencia, sino también la temperatura y la uniformidad de hidratación de la mezcla.
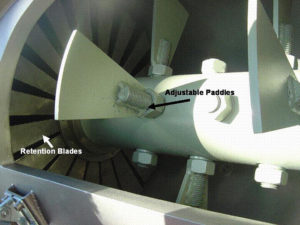
El grado de llenado puede mejorarse ajustando apropiadamente la configuración de las paletas (ángulo). Las paletas de torsión pueden aumentar el mezclado axial. En contraste, las paletas colocadas a 180 grados pueden aumentar la proporción de llenado. La mayoría de los pre-acondicionadores comerciales están equipados con paletas que pueden ser ajustadas por el operador. En la mayoría de los casos, una buena configuración de paletas incluirá paletas en el reverso, algunas hacia delante y otras planas. Algunos pre-acondicionadores también incorporan placas de retención que tienen el propósito de proporcionar un obstáculo al final de la unidad y así aumentar el tiempo de residencia.

Coloración irregular
Un problema común durante el proceso de peletización de los alimentos de camarón es la aparición de gránulos de color irregular. En la mayoría de los casos, esto es causado por la distribución inadecuada de la humedad en el pre-acondicionador. Esto se puede explicar más fácilmente mediante la comprensión de la RTD. En este caso particular, la RTD es amplia, lo que significa que algunas partículas pasan un tiempo corto en el pre-acondicionador, recibiendo así una humedad insuficiente. Este problema no sólo se asocia con la configuración inadecuada de las paletas, la velocidad del eje o el grado de llenado, sino también con el tamaño de partícula irregular. Incluso si el pre-acondicionador está adecuadamente optimizado, un tamaño de distribución de partículas amplio puede dar como resultado una distribución irregular de la humedad entre las partículas. Las grandes tendrán menos humedad, mientras que las pequeñas tendrán un mayor contenido de humedad. Por lo tanto, el tamaño de partícula debe ser lo más uniforme posible y la RTD necesita ser lo más estrecha posible.
Perspectivas
El pre-acondicionamiento es un paso clave durante el proceso de fabricación de alimentos acuícolas, ya que aumenta la temperatura y el contenido de humedad de los ingredientes (partículas de mezcla de ingredientes). Esto es vital para lograr alimentos acuícolas con la hidro-estabilidad deseada. La eficiencia de un pre-acondicionador depende del tamaño de partícula consistente y del mezclado adecuado, el tiempo de residencia y la proporción de llenado, y los diferentes fabricantes de equipos que ofrecen diferentes diseños.
Author
-

Sapientia Technology
Frisco, Texas USA
Related Posts

Aquafeeds
Alimentos para camarón dependen de una molienda adecuada de sus ingredientes
Los tamaños adecuados de las partículas de ingredientes de alimentos acuícolas son establecidos por los requerimientos nutricionales de las especies objetivo y por el proceso de fabricación de alimentos utilizado. Para los tamaños adecuados de partículas de ingredientes, varias características son muy importantes, incluyendo la distribución de tamaño de partículas y la densidad de los gránulos o pellets.

Aquafeeds
Análisis de la hidro-estabilidad de los alimentos de camarón
La integridad física y la lixiviación de nutrientes de los alimentos acuícolas para camarón son aspectos importantes en su control de calidad. La estabilidad en el agua de los alimentos de camarón se evalúa a menudo de diversas maneras subjetivas. Este procedimiento analítico proporciona una línea de base para que el fabricante de alimentos acuáticos evalúe la calidad del producto.

Aquafeeds
Aprovechando el potencial de la harina de insectos en la acuacultura
Las moscas soldado negro están ganando interés como un ingrediente alternativo líder en alimentos acuícolas. ¿Pero creará el factor "desagrado" una aversión o rechazo? La colaboradora del Advocate Clare Leschin-Hoar investiga.

Innovation & Investment
Artemia, el ‘polvo mágico’ que alimenta una industria multimillonaria
Artemia, el camarón microscópico de salmuera utilizado como alimento en los criaderos, son los héroes no reconocidos de la acuacultura. Los expertos dicen que la Artemia sigue inspirando la innovación más de 50 años después de su comercialización inicial. Estas criaturas son mucho más que Monos-de-Mar.